| |
 |
Taille et polissage des haches en silex |
|
|
|
|
|
 |
|
 |
|
|
|
|
|
Auteur : Manu02 le 23/09/2015 21:01:56
n°126178R0 - Taille et polissage des haches en silex |
[889] Bonsoir,
Brannos en sait 100 fois plus que moi sur la question. Mais j'ai trouvé utile de vous faire partager cette petite synthèse sur la préparation et le polissage des haches polies en silex. Je n'ai aucun mérite, c'est Jacques Pelegrin qui a fait ces observations.
En espérant que vous apprendrez des choses (comme moi j'en ai appris) qui vous seront utiles après vos sorties sous la pluie...
La préparation.
La première étape de dégrossissage consiste, au percuteur dur, à transformer le support (nodule, bloc ou gros fragment, plaquette, grand éclat) en une ébauche biface ovalaire ou amygdaloïde, de section ovalaire ou losangique, où apparaissent déjà le tranchant et le talon, encadrées par les deux crêtes latérales, et en gardant une réserve substantielle en largeur, plus faible en épaisseur.
La pratique expérimentale montre que cette première étape est assez rapide (5 à 10 mn), mais critique : un enlèvement trop profond ou réfléchi peut condamner lâébauche ou réduire gravement son potentiel, ou encore la fracturer en deux.
Il en découle une quantité très variable, selon le support initial, dâéclats assez épais et plus ou moins corticaux, à talon volontiers épais.
Ensuite, pour les préformes du Bassin parisien, le façonnage proprement dit est effectué essentiellement par percussion directe tendre, avec du bois de cervidé ou à la rigueur du bois dur.
Des percuteurs en bois de cerf ont été identifiés dans plusieurs minières à haches, dont celles de lâYonne. Les éclats détachés, semblables à des éclats de taille de biface, sont alors envahissants à couvrants, parfois encore à cortex distal, tout en étant minces et plus ou moins arqués.
Mais des indices dâun peu de percussion indirecte ont été évoqués à Jablines pour la finition de son façonnage. Cette finition a été effectuée avec un « chasse-lame » à pointe mousse dâun diamètre assez faible, comme lâextrémité dâun andouiller de cerf, pour quâil nâaccroche pas la corniche en arrière et latéralement au talon de lâenlèvement détaché.
Le recours à la percussion indirecte pour le façonnage de haches de section lenticulaire permet dâobtenir une pièce de section assez trapue, relativement épaisse et étroite. De plus, la percussion indirecte permet un bon à excellent contrôle des enlèvements, meilleur même que par percussion directe.
La production de grandes préformes assez régulières, comme celles de Jablines, requiert nettement plus de savoir-faire que la taille de pièces moyennes (15 à 20 cm) plutôt irrégulières. Elle ne sont pas à la portée de fabricants occasionnels dans le cadre dâactivités domestiques.
Pour la régularisation du tranchant, comme pour une réparation, on a recours à la retouche par pression. Il permet de rattraper des irrégularités de taille du tranchant comme un discret écrasement, là où on ne peut appuyer très fort au polissage du dernier cm, au risque dâaggraver la situation.
Cette finition du tranchant par pression est bien moins exigeante en savoir-faire que le bon contrôle de la percussion indirecte : elle est réalisée pour des petits enlèvements avec une pointe dâandouiller brute ou en os.
Certaines observations suggèrent lâintervention de deux tailleurs successifs. Le premier, basé sur la minière, réalise le dégrossissage et commence le façonnage au percuteur tendre. Le second (un tailleur expérimenté), achève au mieux le façonnage du corps de la pièce par percussion indirecte, et procède à la régularisation du tranchant par pression.
Le façonnage ne peut être parfait.
Il vaut laisser des aspérités que des « creux » car elles seront rapidement réduites dès le début du polissage. En revanche, « rattraper des creux », câest-à dire atteindre le fond des négatifs les plus profonds, en fin de polissage, est dâautant plus long et pénible quâil faut simultanément « descendre » lâensemble de la surface adjacente déjà polie.
Une bonne qualité de taille est discernable quand une hache polie présente une géométrie régulière (symétrie en vue de face et de profil, régularité de la section) et, ça et là , des fonds de négatifs peu profonds.
La durée de fabrication dâune préforme taillée prête à polir est de lâordre de 40 à 80 mn, selon le support, et surtout selon sa dimension et sa qualité.
Le Polissage
Le polissage du silex sur du grès, ou sur une autre roche dure et encore peu étudiés. Avant de détailler les méthodes de polissage, il faut indiquer que Jacques Pélegrin distingue deux « régimes » différents : une phase dâabrasion et une phase de polissage proprement dit.
Lâabrasion est obtenue par une forte friction et détermine un aspect nettement « granité » de la surface. En effet, la friction génère de hautes températures et forme de petits cratères circulaires plus ou moins alignés formant alors des stries plus ou moins nettes. Cette phase de friction sâaccompagne dâun crissement caractéristique, et dâune sensation de vibration dans les mains. Cette phase dâabrasion est assez technique et suppose des règles et un savoir-faire transmissible pour assurer de façon optimale la précision du maintien de la pièce ou lâajustement de la hache sur le polissoir.
Par opposition, le polissage, résulte dâune friction beaucoup moins forte et détermine une surface dâaspect poli, plus « glacé » et plus ou moins marqué de stries fines. à lâoreille, le son produit lors de ce polissage est beaucoup plus doux et son efficacité en terme de perte de poids est minime. La surface du polissoir utilisée de cette façon est elle aussi « glacée » et beaucoup plus lisse au toucher.
La première étape du polissage consiste à gommer par abrasion les arêtes et le talon de la préforme taillée, afin de ne pas se blesser les mains lors du polissage à suivre. Le tranchant est très doucement émoussé jusquâà le réduire en une dizaine de minutes à un méplat où lâon puisse discerner son futur fil rectiligne. Ce méplat forme aussi une protection du tranchant pour éviter de lâendommager dâun simple contact sur le polissoir pendant la suite du travail.
La seconde étape est le polissage proprement dit. Il peut être réalisé sur une surface plate (plage) ou légèrement déprimée (cuvette peu marquée), ou encore sur une rainure-guide.
Le polissage dans une cuvette ou sur une plage produit des stries en « touffe », sub-parallèles entre elles, sub-axiales ou obliques par rapport à lâallongement de la pièce selon sa tenue dans les deux mains. A lâopposé, une hache à facettes latérales, au profil rectiligne et avec des stries parallèles aura été polie dans une rainure-guide.
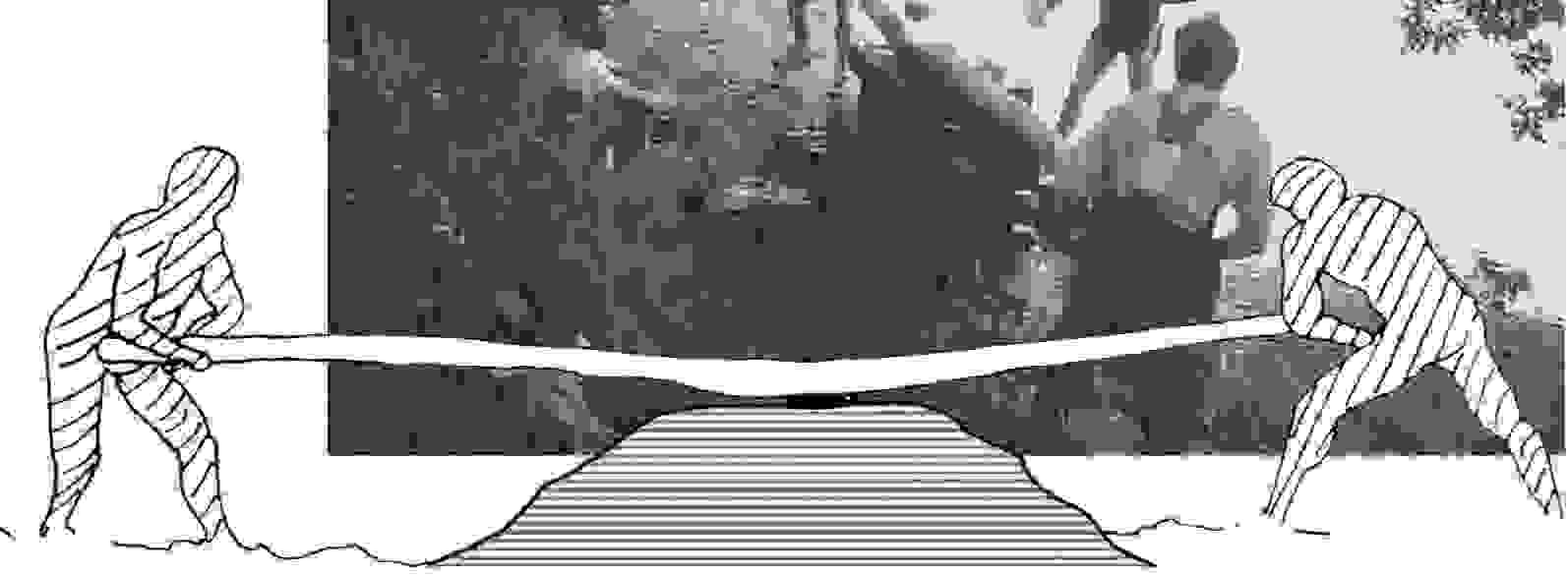
Au Danemark, les polissoirs en grès ne portent pas de rainures mais ce sont des larges plages oblongues adaptées à la section quadrangulaire des haches Nordiques. Et pourtant ces haches portent de longues stries axiales bien parallèles entre elles qui démontre lâemploi dâun dispositif actionné comme un « passe-partout » (câest une longue scie de charpentier ou de carrier munie dâune poignée à chaque extrémité pour être maniée en va-et-vient par 2 ouvriers).
La longueur des rainures de certains polissoirs du Bassins Parisien ou dâAquitaine conduit depuis longtemps à supposer lâemploi dâun tel dispositif (Salmon, 1878). En effet, le polissage manuel, en position axiale assise ou agenouillée (seule position possible pour une plage de travail centrale sur le polissoir), sâétend sur 40 à 50 cm. Par opposition, lâamplitude du « passe-partout » en va-et-vient atteint environ un mètre entre le déplacement du bassin dâun pied sur lâautre et lâamplitude des bras si les acteurs sont debout.
Avec le dispositif en passepartout, on constate aussi que la pression exercée sur la hache, qui nâest autre que le poids de la pièce de bois chargée ou non, est constante tout au long de la course de la hache sur le polissoir. Du coup, la rainure ainsi déterminée tend non seulement à être longue mais aussi très régulière, de section constante et surtout très rectiligne en profondeur.
à lâopposé, lors du polissage à la main, la pression nâest maximale que dans la partie centrale de la course. Ainsi, les rainures produites à la main tendent à se creuser plus rapidement en leur centre quâà leurs extrémités, et sont donc non seulement plus courtes mais surtout nettement évasées et concaves en profil axial. De même, une rainure utilisée à la main tend également à sâévaser quand lâon presse la hache contre lâun de ses flancs pour abraser lâune de ses facettes latérales.
Sâagissant du profil de la hache, une rainure-guide concave réalisée à la main ne peut donner quâune facette de profil au moins aussi convexe quâelle est concave. Seule une rainure-guide de profil rectiligne réalisée au va-et-vient peut donner une facette latérale de profil rectiligne ou à peine convexe, et formée de stries bien parallèles entre elles et au bord adjacent.
Si, de plus, ces stries sont marquées et/ou si la facette rectiligne a un aspect fortement « granité », il est très probable que la hache elle même a été au moins partiellement abrasée avec un tel dispositif, seul capable dâassurer une friction suffisante sur une surface relativement étendue.
Le polissage des pans du tranchant est à distinguer de celui du corps de la pièce. Sâil est possible de commencer en pressant et en balançant la pièce correctement orientée à la main sur lâun des versants dâune rainure-guide, câest dans une cuvette ou sur une plage que cette étape est au mieux réalisée, car elle demande déjà plus de délicatesse que de puissance.
Câest ce que montrent généralement les haches archéologiques, dont les pans sont souvent couverts de fines stries en touffes et dâun reflet plus « glacé », moins « granité » que le corps de la pièce. Ces stries en touffes montrent que la pièce a été manuellement frottée en va-et-vient sur une surface régulière en abaissant graduellement le talon en cours de poussée, et en pressant dâautant moins fort que la bande de friction effective se rapproche du futur tranchant.
Il faut encore plus de patience lorsque lâon se rapproche du tranchant car une maladresse peut faire apparaître des petites cupules qui sont source dâaccidents si le fil vient les atteindre au cours de son affûtage. Pour le dernier millimètre avant le futur fil, la hache est inclinée à 40° sur chaque face par un mouvement de tangage parfaitement ajusté et en poussée très mesurée. Puis elle est rabaissée un peu pendant son retour. Il ne reste alors que lâaffûtage final du fil.
Il faut noter que lâajout dâun abrasif sous forme de sable quartzeux ou de petits débris de silex sur un polissoir en grès pour y polir du silex sâavère clairement désavantageux en terme de rendement. Une part de lâeffort est perdu à moudre les grains de cet abrasif, ce qui encrasse rapidement le polissoir et fait chuter la friction efficace. Surtout, cet ajout entraîne un émoussé bien visible de la limite des négatifs résiduels du façonnage qui ne se voit pas sur les haches archéologiques en silex.
En revanche, lâabrasion est optimisée sur un polissoir propre et humidifié, quâil faut rincer toutes les quelques minutes dâun peu dâeau pour le nettoyer de la fine boue de poudre de grès et de silex qui sây forme.
La durée de polissage dâune hache en silex, sauf affûtage du tranchant, dépend évidemment de ses dimensions, de la qualité de sa taille, et de lâextension atteinte du polissage. Une hache de 14 cm de longueur sur 5 cm de largeur aura une surface de polissage inférieure de moitié à une hache de 20 cm sur 7 cm qui sera elle-même la moitié dâune hache de 28 cm sur 10 !
Une préforme de hache dâune vingtaine de centimètres va perdre environ 100 grammes pendant la phase de polissage. Le rendement à la main est de 15 g/h pour les premiers 30 % de surface polie (aspérités et nervures, petites bosses), 9 g/h pour les 30 % suivants (régularisation du corps) et 6 g/h ensuite (réduction de bandes et facettes pour réduire les négatifs résiduels, finition des pans du tranchant). En moyenne on a donc un rendement de 7,5 à 12 g/h hors pauses selon la qualité de lâébauche, ce qui revient à une durée de polissage manuel de sept à quinze heures pour une hache de 20 cm de long polie à 90 %. Pour obtenir le temps réel, il faudra ajouter les pauses tous les 100 ou 200 mouvements, qui peuvent aller jusquâà doubler le temps de travail effectif.
On comprend que de nombreuses haches ne sont polies que sur 60% de la surface, ce qui est suffisant à lâemmanchement et à la fonction. Dans ces cas là le temps passé diminue au moins de moitié car un passage à 90% de la surface nécessite dâenlever le double de matière avec un rendement très bas.
Avec un dispositif en passe-partout, le rendement est nettement amélioré et passe à 35 à 42 g/h en durée nette. Les 3 avantages sont le poids du mobile (qui accélère la réduction du silex à 12 g/km contre 7g/km à la main), lâamplitude du mouvement de va-et-vient (rainures de 80 cm contre 30 cm) et lâefficacité de la pression à lâaller comme au retour (uniquement à lâaller pour un polissage manuel).
Au final, le corps dâune hache de section lenticulaire de 20 cm sera poli en cinq à huit heures de travail net (à doubler pour le temps total avec pauses). Pour une hache de 30 cm, le poids de silex à enlever et la durée de polissage peut être à peu près doublé.
En plus de ces avantages, le dispositif permet de conserver un régime dâabrasion stable pour les pièces longues et aux lignes peu convexes. Alors que dans un polissage manuel, le rendement à la main sâeffondre pour les grandes pièces à cause de la perte du régime dâabrasion.
Affûtage du tranchant
Lâaffûtage du fil consiste à biseauter le dernier millimètre de chaque face, de façon à ce que ces deux biseaux se rejoignent en une ligne régulière pour former un fil symétrique et anguleux à environ 90°.
Ce biseautage final du tranchant de silex est impossible sur un polissoir de grès. Des expériences montrent de bons résultats avec un papier de verre silex de grade 4, c'est-à -dire une surface abrasive dont la dureté inférieure à celle du silex ou du grès. On peut aussi le réaliser un affûtage du fil sur une planchette de bois enduite dâune boue formée de poudre de silice récupérée sur le polissoir et dâun peu dâeau. On obtient alors un lustré net.
Accidents, réutilisation, réaffûtage
Les accidents en cours dâusage sont bien connus.
La fracture du tranchant avec forte languette est la plus typique. Elle commence perpendiculairement puis sâarrondit vers la face opposée en une longue et large languette qui peut sâétendre vers le talon comme vers le tranchant. Le fragment le plus court, ou les deux, sont alors abandonnés sur place. Câest souvent le cas au cours dâune activité de défrichage ou dâacquisition ou dégrossissage de bois dâÅuvre, expliquant leur fréquence à lâétat isolé lors de prospections.
Un autre accident caractéristique mais réparable, est lâarrachement en pseudo-coche dâune portion du tranchant. Au prix dâune certaine perte de longueur, la hache est alors réparable moyennant le façonnage délicat dâun nouveau tranchant taillé par un peu de percussion puis par pression, et dâune longue phase de réfection de ses pans par abrasion et encore de finition du fil.
Le tranchant dâune hache est extrêmement vulnérable à tout contact intempestif contre un matériau dur (pierre, os, bois de cervidé), qui y fera apparaître à tout coup une encoche plus ou moins profonde. Hors emploi, elle devait être soigneusement emballée dans un épais manchon de protection souple, et rangée hors de portée de tout choc ou dâune main malhabile.
Pour en savoir plus :
http://www.prehistoire.org/shop_515-0-4027-474/seances-de-la-spf-numeriques.html
Manu
Dessin du 'passe partout'
|
|
| |
Auteur : Gigi13 le 24/09/2015 13:29:49
n°126178R1 - ... |
|
| |
Auteur : biface 22/50 le 24/09/2015 17:54:52
n°126178R2 - re |
 Bonjour à tous Bonjour à tous 
Merci Manu pour ces précieuses informations.👍👍👍
Bien amicalement
biface22/50
|
|
| |
Auteur : brannos le 25/09/2015 11:31:38
n°126178R3 - Hache en silex |
[1014] Bonjour,
Je suis évidemment d'accord avec ce qu'écrit Jacques Pelegrin.
pour la taille d'une hache de plus de 20cm et en fonction du degré de finition de l'ébauche. la moyenne de 60mn est tout à fait plausible.
Mais dans la majorité des cas ( je prends exemple sur un site ou avec un ami nous avons recencé plus de 500 haches et fragments de haches) la taille n'est jamais aussi aboutie que celle de Jablines comme l'indique Jacques. Donc le temps de taillage est probablement plus court.
Pour le polissage il est rarement parfait pour des outils d'abattage qui risque la casse à tous moments.
Pour reprendre l'exemple cité dans Jade il faut environ 16 h pour polir entièrement une lame de hache de 23cm plus 1 h pour la taille soit 17 au total alors qu'il faut 200 h pour obtenir le même outil en jadéitite .
Mais la solidité n'est pas la même.
Les haches en silex sont beaucoup plus fragile en percussion lancée.
Je ne connaît pas le temps mis pour la fabrication de lame en dolérite mais par contre je sait que le matériau est très résistant.
J'ai eu l'occasion de voir l'abattage d'un chêne de 30cm de diamètre en moins d'une heure avec seulement une ébréchure sur l'une des deux haches mises en Åuvre.
Cordialement
|
|
| |
Auteur : Manu02 le 25/09/2015 14:44:05
n°126178R4 - Brannos |
[889] Merci Brannos de ton commentaire.
Avec tes 500 haches, tu remets 'l'église au milieu du village'.
Je suis persuadé que nos fortuitages ne sont pas représentatifs des outils domestiques d'une communauté Néo car on est immanquablement attiré par la 'belle pièce' qui est de surcroît plus facilement identifiable.
C'est encore plus vrai dans un musée ou dans une collection privée.
Quand JP explique que 60% de la surface polie suffise à faire un outil fonctionnel et que pour aller à 90% il faut en enlever autant de matière au polissage que les 60% premiers, c'est évident que déjà le polissage intégral ne visait 100% des pièces.
Quand il faut 2 fois plus de boulot entre une longueur de 14 cm et celle de 20 cm et qu'il faut encore doubler entre 20 et 28 cm, alors là tu comprends le caractère exceptionnel d'une hache au poli intégral à plus de 28 cm.
De mon coté, je ne connais qu'une dizaine de haches entièrement polies et venant du bassin parisien qui dépassent les 30 cm.
La plus longue étant celle d'Abancourt (Oise) qui fait 33,5 cm et qui au Musée de Rouen (mais dans les réserves car la hache polie n'a jamais été très mise en avant dans nos musées où l'on préfère les céramiques).
La plus connues des haches est celle d'Achères trouvée en fouille par F.Bostyn :
- 30 cm
- trouvée associée à une autre hache
- plantées verticalement avec tranchant vers le haut comme pour les haches en roche verte.
Si vous connaissez des haches polies de plus de 30 cm, vous pouvez me les signaler.
Manu
Photo la hache d'Achères
|
|
| |
|
|
|
Retour à la liste complète
|
|
|
| |
|
|
REPONDRE A CETTE DISCUSSION |
|
|
|
|
|
|
|
|
|
|
|
|
 Merci Manu pour cet article vraiment intéressant
Merci Manu pour cet article vraiment intéressant 
